




Der findes mange typer gear, herunder lige cylindriske gear, spiralformede cylindriske gear, koniske gear og de hypoidgear, vi introducerer i dag.
1) Egenskaber ved hypoidgear
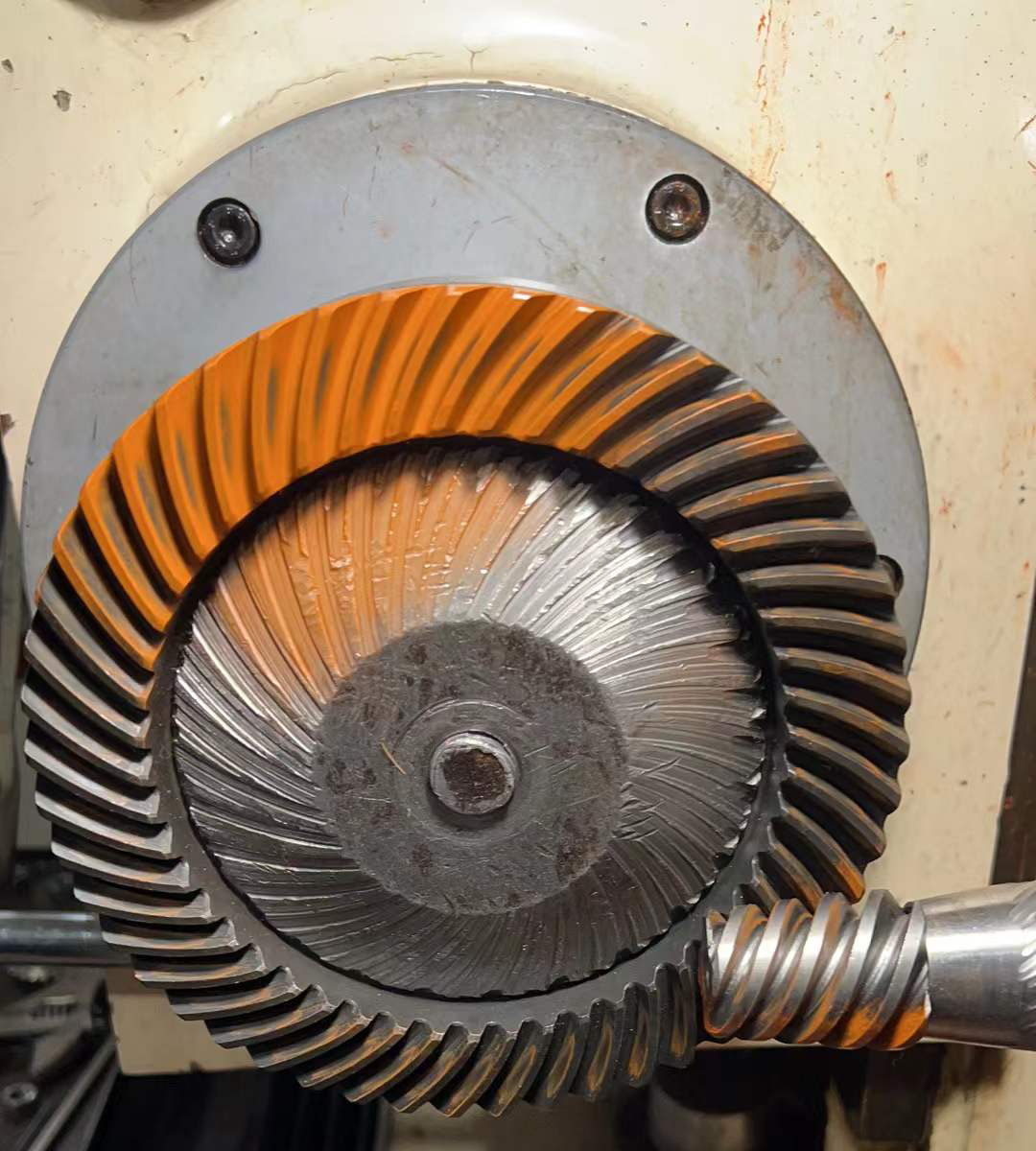
Først og fremmest er akselvinklen på hypoidgearet 90°, og momentretningen kan ændres til 90°. Dette er også den vinkelkonvertering, der ofte kræves i bil-, fly- eller vindkraftindustrien. Samtidig gribes et par gear med forskellige størrelser og forskellige antal tænder ind for at teste funktionen af at øge momentet og mindske hastigheden, hvilket almindeligvis omtales som "momentøgning og -mindskelse af hastighed". Hvis en ven, der har kørt bil, især når de kører en manuel bil, når de lærer at køre, når de kører op ad bakke, vil instruktøren lade dig gå i et lavt gear. Faktisk er det at vælge et par gear med en relativt høj hastighed, der leveres ved lave hastigheder. Mere moment, hvilket giver mere kraft til køretøjet.
Hvad er karakteristikaene for hypoidgear?
Ændringer i transmissionens drejningsmomentvinkel
Som nævnt ovenfor kan vinkelændringen af momenteffekten realiseres.
I stand til at modstå større belastninger
Inden for vindkraftindustrien vil bilindustrien, uanset om det er personbiler, SUV'er eller erhvervskøretøjer som pickup trucks, lastbiler, busser osv., bruge denne type til at levere større kraft.
Mere stabil transmission, lav støj
Trykvinklerne på venstre og højre side af tænderne kan være inkonsistente, og gearets indgrebsretning er langs tandbredden og tandprofilretningen. En bedre gearindgrebsposition kan opnås gennem design og teknologi, så hele transmissionen er under belastning. Den næste er stadig fremragende i NVH-ydeevne.
Justerbar offset-afstand
På grund af det forskellige design af forskydningsafstanden kan den bruges til at opfylde forskellige krav til rumdesign. For eksempel kan den i tilfælde af en bil opfylde køretøjets krav til frihøjde og forbedre bilens gennemkørselsevne.
2) To behandlingsmetoder for hypoidgear
Det kvasi-dobbeltsidede tandhjul blev introduceret af Gleason Work i 1925 og er blevet udviklet i mange år. I øjeblikket findes der meget indenlandsk udstyr, der kan bearbejdes, men den relativt højpræcise og avancerede bearbejdning udføres hovedsageligt af udenlandsk udstyr som Gleason og Oerlikon. Med hensyn til efterbehandling er der to hovedprocesser inden for tandhjulsslibning og slibeprocesser, men kravene til tandhjulsskæringsprocessen er forskellige. Til tandhjulsslibning anbefales det at bruge planfræsning til tandhjulsskæringsprocessen, og det anbefales at bruge planfræsning til slibeprocessen.
Tandhjulene, der bearbejdes ved planfræsning, er koniske tænder, og tandhjulene, der bearbejdes ved planvalsning, er tænder med samme højde, dvs. tandhøjderne på de store og små endeflader er de samme.
Den sædvanlige forarbejdningsproces er groft sagt forvarmning, efter varmebehandling og derefter efterbehandling. For den fladskårne type skal den slibes og matches efter opvarmning. Generelt set skal de sammenslebne tandhjul stadig matches ved senere samling. I teorien kan tandhjul med tandhjulsslibningsteknologi dog bruges uden matchning. I den faktiske drift, i betragtning af påvirkningen af monteringsfejl og systemdeformation, anvendes matchningstilstanden dog stadig.
3) Design og udvikling af triple hypoid er mere kompliceret, især under driftsforhold eller high-end produkter med højere krav, som kræver styrke, støj, transmissionseffektivitet, vægt og størrelse af gearet. Derfor er det normalt nødvendigt at integrere flere faktorer i designfasen for at finde en balance gennem iteration. I udviklingsprocessen er det normalt også nødvendigt at justere tandaftrykket inden for det tilladte variationsområde for enheden for at sikre, at det ideelle ydelsesniveau stadig kan nås under de faktiske forhold på grund af akkumulering af dimensionskæden, systemdeformation og andre faktorer.
Udsendelsestidspunkt: 12. maj 2022