To behandlingsmetoder for hypoidgear
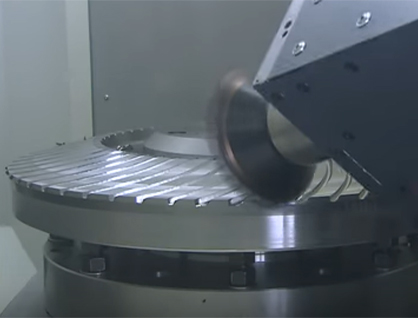
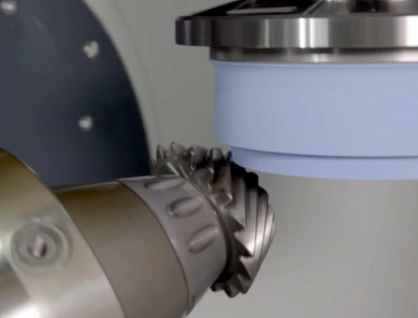
Dehypoid vinkelgearblev introduceret af Gleason Work 1925 og er blevet udviklet i mange år. På nuværende tidspunkt er der mange indenlandske udstyr, der kan behandles, men den relativt høje præcision og avancerede behandling er hovedsageligt lavet af udenlandsk udstyr Gleason og Oerlikon. Med hensyn til efterbehandling er der to hovedgearslibeprocesser og lappeprocesser, men kravene til tandhjulsskæringsprocessen er forskellige. Til tandslibningsprocessen anbefales tandskæringsprocessen at bruge planfræsning, og lappeprocessen anbefales at møde hobbing .
Degearbearbejdet af planfræsningstypen er koniske tænder, og tandhjulene, der behandles af planhobbing-typen, er tænder af samme højde, det vil sige, at tandhøjden ved de store og små endeflader er de samme.
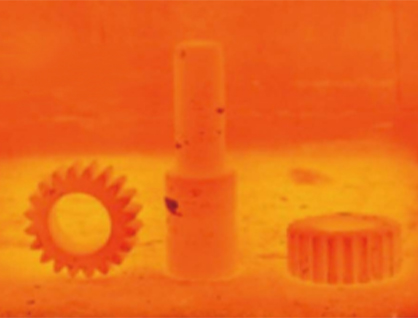
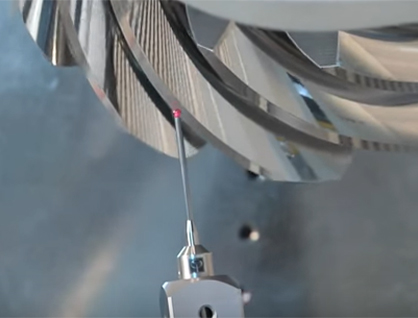
Den sædvanlige bearbejdningsproces er groft bearbejdning efter forvarmning og derefter færdigbearbejdning efter varmebehandling. Til typen med ansigtshubbing skal den lappes og matches efter opvarmning. Generelt set bør gearparret, der er slebet sammen, stadig matches, når de samles senere. Men i teorien kan tandhjul med tandslibeteknologi bruges uden match. Men i den faktiske drift, i betragtning af indflydelsen af monteringsfejl og systemdeformation, bruges matchningstilstanden stadig.